




Twitter Timeline

Twin-Control aims to develop a simulation system that integrates the different aspects that affect machine tool and machining performance, including lifecycle concepts, providing better estimation of machining performance than single featured simulation packages. This holistic simulation model will be linked to the real machines in order to update itself according to their real condition and to perform control actions that will lead to performance improvements.
This project was active for three years, September 2015-2018.
−MORE INFO

Last week (July 4 and 5) members of the Twin-Control consortium gathered at COMAU’s headquarters located in Castres, France, for the 33-month plenary meeting.
During the meeting, partners checked the status of the industrial evaluation process that is being done at this stage of the project. In addition, recent activities and final steps in dissemination and exploitation were discussed. Read more

The Virtual Machining and Optimization Workshop, coorganized by the AMRC and Twin-Control, took place on March 1, 2018. The workshop consisted of presentations and an on-machine demonstration of a new online simulation and measurement capability developed on a Starrag Ecospeed machine tool in the Twin-control project.
70 people registered to the event. Due to adverse weather conditions on the day, the workshop was relocated to the Holiday Inn Royal Victoria Hotel. In spite of the weather conditions, 35 people attended the workshop in person and around 30 people joined via link call. Read more

Source: Fraunhofer – Hannover Messe Preview 2017
Efficient production control is a key industrial technology. So at first, the notion of building up two parallel factories instead of one may sound like nothing but doubling of effort. But what if one of the factories existed only in virtual form? This is the basic idea behind an innovative concept from the Fraunhofer Institute for Production Systems and Design Technology IPK in Berlin. The real factory is fully modeled at the digital level, creating a virtual twin that not only visualizes the production system with all its machines, but also reproduces the dynamic processes and the behavior of system components during production in real time. In the virtual twin, it is possible to observe the manufacturing process in detail. Numerous sensors continuously feed the operating status of the individual workstations to the system. This opens up new possibilities for production control. Production planners can analyze the manufacturing process in the virtual simulation and then optimize or reorganize individual steps as required.
However, the concept of the digital twin goes far beyond mere simulation of the real production system. The system is actually bidirectional. At the virtual level, you can intervene and make changes, which can be simulated immediately. Conversely, you can load changes in the real system into the digital twin. For instance, a production manager may activate additional machines to process a workpiece or incorporate an additional work step when a custom build is required. To do this, production does not have to be stopped and reconfigured, but the system reacts intelligently to every change and reorganizes itself.
The merging of real and digital production creates an overall system that monitors, controls and corrects itself while production is running. Whenever required, machines and software communicate with each other autonomously and keep production moving. If, for example, a fault arises – such as the failure of a subsystem – the system can decide independently how to resolve the problem. The supervising manager sees the change in production, but does not have to intervene.
Moreover, because the system feeds the digital twin continuously with data, it is possible to permanently control the quality of workpieces and the end product. The concept can also be used to quickly manufacture small-scale series with individualized parts in such a way as to cause minimal disruption to overall production. Even the manufacture of individual pieces (batch sizes of one) is conceivable through the use of product models for the generation of production models (e.g. NC code).
Another advantage is that the virtual twin can be used while designing and constructing the production system. Before the first actual workpiece is processed, factories can simulate the production flow in advance, identify weaknesses and optimize processes. In this way, the system is virtually put into operation and tested ahead of actual production. This speeds up planning and makes it easier to commission a new production system.
Consequently, the Fraunhofer project supplies a practical example of how the Industrie 4.0 megatrend can work. “Our goal is not only to describe key Industrie 4.0 technologies, processes and methods, but to really make them tangible,” says Professor Dr.-Ing. Rainer Stark, project manager at Fraunhofer IPK. Together with industrial partners, the Fraunhofer expert and his team want to develop initial pilot projects to market-readiness in the near future.
To be able to make the ambitious concept a reality, the Fraunhofer experts had to overcome a series of technical challenges. Many of the techniques and applications for the digital twin were not yet available, which meant that the researchers had to develop them. “We want to do without proprietary components entirely and for all interfaces to be 100% compatible with industrial standards,” explains Stark. “At the same time, the system must not become too expensive. After all, the company should be able to recoup its investment quickly.”
The sensor technology used is one of the engineering highlights. The Fraunhofer researchers use a combination of physical and virtual sensors, whereby the virtual sensors process the measurement data into complex reports about the status of the system. A key technical element is the data transmission, which has a hybrid design for transferring data within the production facility and to the control center. That is to say, it uses classic wireless data standards such as WLAN and LTE and also industrial standards such as EtherCAT.
The technology can be scaled as required. It is capable of controlling individual systems, but could also monitor a whole factory. Computing power and network capacities are the only limits, although the work and effort required for modeling and the fidelity to detail or granularity of the digital twin are also restrictions of sorts.
After that, there only remains the issue of security, which the engineers carefully considered in their planning. The whole system moves inside its own separate internal network, which is protected by a firewall and the strictly controlled authorization of individual ports.
Fraunhofer IPK will be demonstrating how the system works on February 9 at the Hannover Messe Preview, and from April 24-28 at the Hannover Messe (Hall 17). The demonstration features a production system for manufacturing beverage coasters, which are each produced on an individualized basis.
Source: Modern Machine Shop
Jedd Cole, Assistant Editor (Modern Machine Shop) / A white paper explains why it’s important to look at the entire lifecycle of a machine to determine its true costs and benefits.
The problem is simple to define, but getting ahead of it can quickly become complex: “Manufacturers often focus only on equipment price when making [return-on-investment (ROI)] calculations and fail to evaluate the total life cycle cost or anticipated performance of the equipment.”
That’s how Makino’s white paper, “High-Performance Machining Center ROI: How to Determine a Machine’s True Value” begins. The true cost of a vertical or horizontal machining center cannot be encompassed by its asking price. The authors, Vice President of Finance Tom Scherpenberg and former VP Tom Clark, argue that you have to consider operation, maintenance and decommission costs in any serious evaluation of the expenses and revenues generated by a particular machine.
Given a moment’s reflection, this makes obvious sense, but it can be difficult to account for all the ways a machine impacts the bottom line over the course of its life cycle. Their paper outlines four categories to keep track.
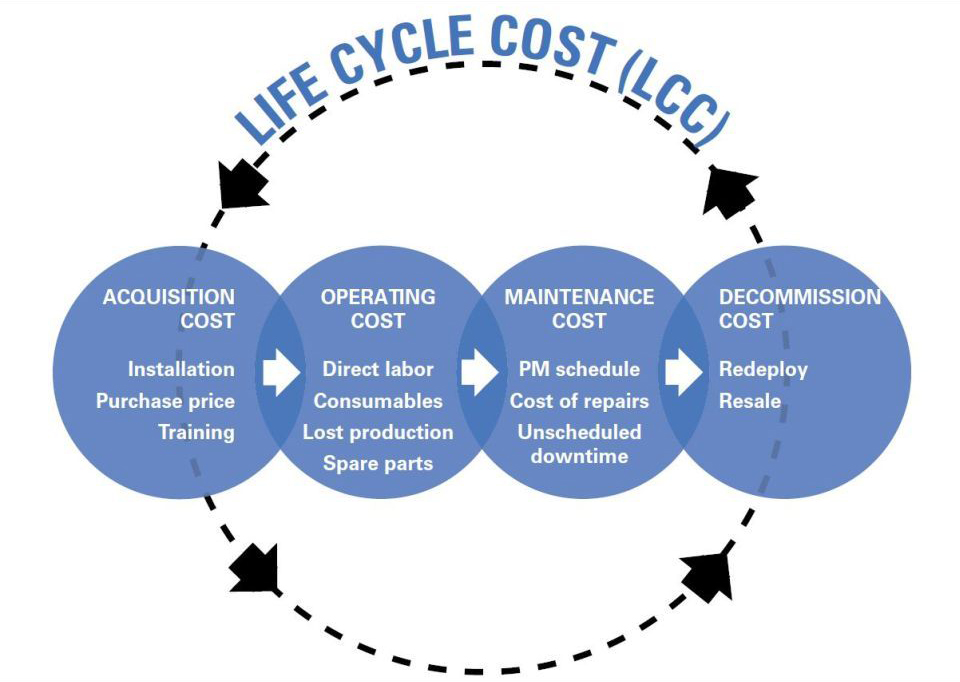
In general, these costs relate to obtaining and setting up the machine:
The authors add that post-sale service, supplier reputation, equipment warranty and support services are also important at different times in the machine’s life cycle. For example, they write, “A vendor’s availability to conduct operations and maintenance training and improve employee competency is something that can prevent productivity drag.”
These costs come from the accumulated hours of cutting metal on the machining center. For Mr. Clark and Mr. Scherpenberg, estimating operation costs requires carefully looking at how the machine’s design and construction might impact its productivity.
Cycle time is an important component of determining lifecycle ROI for a machine. The authors cite the following machine features as examples of design elements that can affect cycle times and hence ROI:
Another thing to remember when thinking about cycle time is part setup. Can multiple workpieces be prepared in a single setup? Can the machine be preprogrammed for each job? Cranking out more parts with less labor automatically lowers the cost per part.
Operation costs should also take account of tool life. As noted above, the way the machine design handles cutting forces and maintains stability ultimately has effects on ROI. The authors note the benefits of rigid construction and extended tool life:
In addition, the authors write, longer tool life means less labor devoted to changing tools, measuring them, updating tool information and other associated tasks.
Rigid, accurate machining directly affects a third category of operational costs: part quality. Parts machined to tighter tolerances and higher-quality surface finishes are less likely to require secondary operations like spotting, hand finishing or EDM processes. Reducing extra processing obviously has an impact on turnaround and lead times.
ROI can be affected by the amount and type of labor involved over the course of a machining cycle. Control and programming features that enable uninterrupted or unattended machining can bump up return because of less need for operator intervention and thus fewer chances for the introduction of mistakes or variation.
Although maintenance budgets are usually incorporated into operating costs, the authors say they may not be accurately reflected in machine ROI calculations. Maintenance means downtime, and repairs usually mean unscheduled downtime, but the authors also astutely note that maintenance issues can affect a machine’s productivity well before it finally goes down for repairs.
For example, the authors present a hypothetical scenario in which a ballscrew needs to be replaced. The shop must see to the costs of the part and its installation, scrapped parts, unplanned downtime and overtime to catch back up. But that ballscrew didn’t fail all at once. “The machine was likely declining in performance before anyone realized what went wrong,” they write. That gradual failure could also easily reduce part quality.
Finally, the authors argue that ROI should account for the residual value of the machine and the costs and benefits of disposing of or continuing to use the machine once payments are completed or the lease expires. A lower-cost machine’s maintenance costs tend to increase during years four through 12, negatively affecting part quality, scrap and tooling costs. Some high-performance machine tools, the authors write, may retain 50 percent of their value by the three-year mark. These sorts of estimates ought to be included in ROI calculations.
The full, 13-page white paper includes more details about each of the four categories of costs affecting a machine’s total lifecycle ROI. In addition, the paper includes a section on how adding automation can improve ROI on some machine tools; a section comparing the impact of leasing versus buying a new machine; and a couple examples of ROI spreadsheets with links to downloadable, interactive versions. Find the full white paper at makino.com.
This blog post originally appeared on techspex.com.
No photos
")




